








Indirizzo:
No.233-3 Yangchenghu Road, parco industriale Xixiashu, distretto di Xinbei, città di Changzhou, provincia di Jiangsu




• Alta efficienza: il design a sei lame può garantire un'alimentazione rapida ad alta velocità e migliorare l'efficienza di lavorazione.
• Stabilità: il design multi-lama rende la distribuzione della forza di taglio più uniforme, riduce le vibrazioni e migliora la precisione della lavorazione.
• La fresa universale è adatta per il trattamento termico di una gamma completa di materiali in acciaio, con struttura con scanalatura a U, adatta sia per la sgrossatura che per la fresatura fine.
• È adatto anche alla lavorazione di materiali non acciaiosi e alluminio, con specifiche e modelli completi e un'ampia gamma di usi.

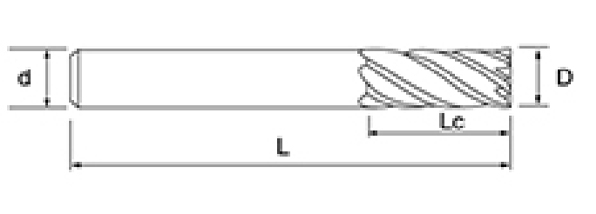
| No. | Diametro D | lunghezza del flauto Lc | Lunghezza totale L | Diametro gambo d | Conteggio delle lame F |
| NNC-6T-D6 | 6 | 15 | 60 | 6 | 6 |
| NNC-6T-D8 | 8 | 20 | 60 | 8 | 6 |
| NNC-6T-D10 | 10 | 25 | 75 | 10 | 6 |
| NNC-6T-D12 | 12 | 30 | 75 | 12 | 6 |
| NNC-6T-D14 | 14 | 35 | 100 | 14 | 6 |
| NNC-6T-D16 | 16 | 40 | 100 | 16 | 6 |
| NNC-6T-D20 | 20 | 45 | 100 | 20 | 6 |
| Materiali lavorati | Ghisa Ghisa nodulare | Acciaio al carbonio, acciaio legato ~750N/mm² | Acciaio al carbonio, acciaio legato ~30HRC | Acciaio pre-bonificato, acciaio bonificato ~40HRC | Acciaio inossidabile | Acciaio pre-bonificato, acciaio bonificato ~50HRC | ||||||
| Diametro (mm) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) |
| 6 | 7000 | 890 | 7000 | 890 | 6400 | 820 | 5300 | 680 | 3700 | 160 | 4200 | 540 |
| 8 | 5200 | 890 | 5200 | 890 | 4800 | 820 | 4000 | 680 | 2800 | 160 | 3200 | 550 |
| 10 | 4200 | 860 | 4200 | 860 | 3800 | 800 | 3200 | 665 | 2200 | 160 | 2500 | 520 |
| 12 | 3500 | 860 | 3500 | 860 | 3200 | 800 | 2650 | 665 | 1850 | 160 | 2100 | 520 |
| 14 | 3000 | 810 | 3000 | 810 | 2700 | 750 | 2300 | 625 | 1600 | 150 | 1800 | 490 |
| 16 | 2600 | 810 | 2600 | 810 | 2400 | 750 | 2000 | 625 | 1400 | 150 | 1600 | 490 |
| 18 | 2300 | 800 | 2300 | 800 | 2100 | 740 | 1800 | 615 | 1250 | 125 | 1400 | 485 |
| 20 | 2050 | 800 | 2050 | 800 | 1900 | 740 | 1600 | 615 | 1100 | 125 | 1250 | 485 |
| Profondità di taglio massima | 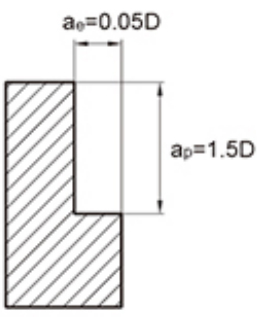 | |||||||||||
1. Utilizzare macchine utensili e portautensili ad alta precisione.
2. Utilizzare il raffreddamento ad aria o un fluido da taglio che abbia meno probabilità di produrre fumo.
3. Si consiglia di utilizzare la fresatura sequenziale per la fresatura laterale.
4. Quando la rigidità della macchina utensile e dell'installazione del pezzo da lavorare è scarsa, potrebbero verificarsi vibrazioni e suoni anomali. In questo caso, la velocità e la velocità di avanzamento nella tabella sopra dovrebbero essere ridotte di anno in anno.
5. Ridurre al minimo la lunghezza della sospensione dell'utensile senza interferenze.
| Materiali lavorati | Ghisa Ghisa nodulare | Acciaio al carbonio, acciaio legato ~750N/mm² | Acciaio al carbonio, acciaio legato ~30HRC | Acciaio pre-bonificato, acciaio bonificato ~40HRC | Acciaio inossidabile | Acciaio pre-bonificato, acciaio bonificato ~50HRC | ||||||
| Diametro (mm) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) | Velocità di rotazione (min -1 ) | Velocità di alimentazione (mm/min) |
| 6 | 7000 | 890 | 7000 | 890 | 6400 | 820 | 5300 | 680 | 3700 | 160 | 4200 | 540 |
| 8 | 5200 | 890 | 5200 | 890 | 4800 | 820 | 4000 | 680 | 2800 | 160 | 3200 | 550 |
| 10 | 4200 | 860 | 4200 | 860 | 3800 | 800 | 3200 | 665 | 2200 | 160 | 2500 | 520 |
| 12 | 3500 | 860 | 3500 | 860 | 3200 | 800 | 2650 | 665 | 1850 | 160 | 2100 | 520 |
| 14 | 3000 | 810 | 3000 | 810 | 2700 | 750 | 2300 | 625 | 1600 | 150 | 1800 | 490 |
| 16 | 2600 | 810 | 2600 | 810 | 2400 | 750 | 2000 | 625 | 1400 | 150 | 1600 | 490 |
| 18 | 2300 | 800 | 2300 | 800 | 2100 | 740 | 1800 | 615 | 1250 | 125 | 1400 | 485 |
| 20 | 2050 | 800 | 2050 | 800 | 1900 | 740 | 1600 | 615 | 1100 | 125 | 1250 | 485 |
| Profondità di taglio massima | | |||||||||||
1. Utilizzare macchine utensili e portautensili ad alta precisione.
2. Utilizzare il raffreddamento ad aria o un fluido da taglio che abbia meno probabilità di produrre fumo.
3. Si consiglia di utilizzare la fresatura sequenziale per la fresatura laterale.
4. Quando la rigidità della macchina utensile e dell'installazione del pezzo da lavorare è scarsa, potrebbero verificarsi vibrazioni e suoni anomali. In questo caso, la velocità e la velocità di avanzamento nella tabella sopra dovrebbero essere ridotte di anno in anno.
5. Ridurre al minimo la lunghezza della sospensione dell'utensile senza interferenze.
| Serie di strumenti | Diametro | Raggio | Raggio d'angolo | lunghezza del flauto | Lunghezza effettiva | Lunghezza totale | Diametro gambo | |||
| D | R | CR | Lc | L1 | L | d | ||||
| Frese universali in metallo duro NNC | D0.1~D0.9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0,05~CR0,5 | /-0,005 | 0 0.2 | 0 0.3 | 0 0.5 | h5 |
| D1.0~D4.0 | 0 -0,008 | 0 0.3 | 0 0.5 | |||||||
| D1.0~D3.5 | 0 -0,008 | R0,5~R1,75 | /-0,005 | CR0.1~CR0.5 | /-0,005 | 0 0.3 | 0 0.5 | 0 0.5 | h6 | |
| D4.0~D11.0 | 0 -0,012 | R2.0~R5.0 | /-0,008 | CR1.0~CR3.0 | /-0,008 | 0 0.5 | ||||
| D12.0~D20.0 | 0 -0,015 | R6.0~R10.0 | /-0,01 | |||||||
La fresa a testa piatta NNC-6T a 6 taglienti offre una varietà di specifiche per soddisfare le diverse esigenze di lavorazione. Il diametro dell'utensile varia da 6 mm a 20 mm, la lunghezza dell'utensile varia da 15 mm a 45 mm e la lunghezza totale varia da 60 mm a 100 mm, adatta a una varietà di ambienti di lavorazione. Gli utenti possono scegliere in modo flessibile in base alle condizioni di lavoro specifiche, ad esempio NNC-6T-D6 è adatto per la lavorazione fine, mentre NNC-6T-D20 è adatto per esigenze di taglio più ampie.
La fresa adotta un design a 6 scanalature, che aiuta a migliorare l'efficienza di taglio e ottimizzare la distribuzione della forza dell'utensile, prolungando così la durata. Il design strutturale dell'angolo dell'elica di 45° non solo migliora le prestazioni di rimozione dei trucioli, ma migliora anche la stabilità di taglio, in modo che possa comunque mantenere un'eccellente finitura superficiale durante la lavorazione ad alta velocità.
In termini di tecnologia, le frese NNC-6T a 6 scanalature sono costituite da un substrato ad alta tenacità e antirottura (0,6μm) ed sono dotate della più recente tecnologia di rivestimento composito in cromo-alluminio per fornire un'eccellente resistenza all'usura e al calore, ridurre efficacemente la resistenza al taglio e prolungare la durata dell'utensile.
Le frese a testa piatta a 6 scanalature sono ampiamente utilizzate nella lavorazione di vari materiali, tra cui acciaio al carbonio, acciaio legato, acciaio bonificato e acciaio inossidabile, ecc. Può comunque mantenere buone prestazioni di lavorazione su acciaio trattato termicamente con HRC≤45 e alcuni materiali temprati con livello HRC-55 e può anche offrire prestazioni eccellenti nella lavorazione di precisione di materiali in rame e leghe di rame.
Costituzione d'impresa
Dipendenti

Changzhou Maton Tools Co.,Ltd. is located in the economically developed Yangtze River Delta region.The factory is located in XixiashuHigh-tech Development Zone,a well-known tool town in China. We are 6 frese a testa piatta con flauto Manufacturers.
Magotantools take the ISO9001 quality system as the standard,under the guidanceof the business philosophy of"zero defect in products"and"zero distance in service",based on the spirit of"integrity","unity"and"exploita- tion",and follow a fair and just company style for management.Product production adopts five-axisand six-axis CNC grinding and machining centers from Germany,Switzerland,Japan,etc.,and is equipped with high-precision testing equipment such as Germany,Japan,and China,so as to meet the needs of production with high quality and quantity.
The company continuously develops various high-performance CNC tools, and has won various national awards. Professional 6 frese a testa piatta con flauto Company. More than 10 patents,the company's products are mainly used in the defense industry, aerospace industry,automotive industry,electronic products and molds and other fields.
The company's various products are recognized and favored by well-known domestic companies.With infinite technology,infinite creation,and pursuit of excellence,Magotan tools will write future prosperity and dreams with more extraordinary confidence and high-quality quality.
Ti risponderemo entro 12 ore dalla ricezione della richiesta nei giorni feriali.
Siamo produttori, produciamo e vendiamo noi stessi.
We mainly produce tungsten steel milling cutters, drill bits and other hard alloy tools. Professional 6 frese a testa piatta con flauto Manufacturers.
I nostri prodotti coprono quasi l'intera industria degli stampi, l'industria della difesa, l'industria aerospaziale, l'industria automobilistica, i prodotti elettronici e altri campi.
Yes, our main focus is on customized products. We develop and produce products based on the drawings or samples provided by customers. Custom 6 frese a testa piatta con flauto.
We have over 30 units of WALTER from Germany, Makino from Japan, ROLLMATIC from Switzerland, and TTB from Switzerland, with an annual output value of 80 million RMB. We are 6 frese a testa piatta con flauto Company
Innanzitutto, dopo ogni processo, effettuiamo le ispezioni corrispondenti. Per il prodotto finale, effettueremo un'ispezione completa al 100% in base alle esigenze del cliente e agli standard internazionali;
Quindi, disponiamo di apparecchiature di prova avanzate e complete di prim'ordine nel settore, come analizzatori spettrali, microscopi metallografici, ecc., che possono garantire la stabilità e la coerenza degli utensili da taglio, soddisfacendo al tempo stesso i requisiti di test ad alta precisione dei clienti per gli utensili da taglio.
Al momento del preventivo, confermeremo con te il metodo di transazione, FOB, CIF, CNF o altre opzioni. Quando si produce in grandi quantità, di solito effettuiamo prima un pagamento anticipato del 30%, quindi paghiamo il saldo rimanente dietro presentazione della polizza di carico. Utilizziamo principalmente T/T come metodo di pagamento, ma anche L/C è accettabile.
We are 6 frese a testa piatta con flauto Manufacturers in China. Our Footprints Are Around The World, We provide quality products and services to customers from all over the world.

No.233-3 Yangchenghu Road, parco industriale Xixiashu, distretto di Xinbei, città di Changzhou, provincia di Jiangsu

+86-18068566610

sales@magotan-tools.com
+86-18068566610
